

Technical Guide on Printing Technologies: When to Use Digital (Low MOQ, High Detail) vs. Screen (Volume, Vibrancy)
In the dynamic world of textile manufacturing, choosing the right printing technology is crucial for achieving desired aesthetic and functional outcomes. Two prominent methods, digital fabric printing and screen printing textiles, offer distinct advantages tailored to different production requirements. Understanding their nuances is key for brands aiming for efficiency, quality, and cost-effectiveness. As a leader in Premium Vertical Manufacturing, Springtex leverages both technologies to provide optimal solutions, ensuring that whether you require low MOQ with intricate designs or high-volume production with vibrant colors, your needs are met efficiently
Digital Fabric Printing: Precision, Flexibility, and Low MOQ
Digital fabric printing is a modern method that applies designs directly onto fabric using specialized inkjet printers . This method has revolutionized the textile industry, offering unparalleled precision and flexibility, and excelling in reproducing complex designs. It excels in reproducing complex designs, intricate details, and a vast spectrum of colors without the need for multiple screens.
Key advantages of digital fabric printing include:
· High Detail and Color Gradient: Digital printing can achieve photorealistic quality and smooth color transitions, making it ideal for intricate patterns and detailed artwork .
· Low Minimum Order Quantity (MOQ): Since there are no setup costs associated with screens, digital printing is highly cost-effective for small production runs and sampling. This makes it an ideal choice for emerging designers or limited-edition collections.
· Reduced Lead Times: The direct-to-fabric process eliminates the time-consuming screen preparation, significantly reducing production timelines.
· Sustainability: Digital printing often uses less water and energy compared to traditional methods, contributing to more sustainable manufacturing practices.
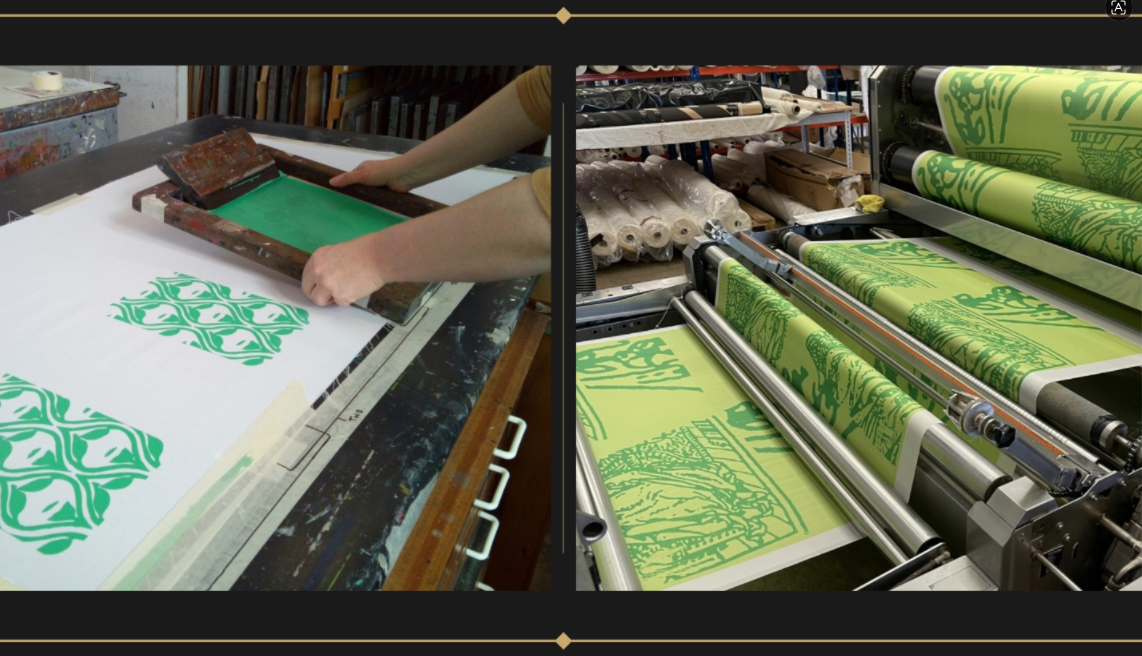
Screen Printing Textiles: Volume, Vibrancy, and Durability
Screen printing textiles, a time-honored technique, involves pushing ink through a mesh screen onto the fabric. Each color in a design requires a separate screen, making the setup process more labor-intensive. However, once the screens are prepared, it becomes highly efficient for large-scale production.
Key advantages of screen printing textiles include:
· Vibrant Colors and Opacity: Screen printing allows for a thicker application of ink, resulting in exceptionally bright, opaque colors, even on darker fabrics . This vibrancy is often unmatched by digital methods.
· Durability: The thicker ink layer in screen printing often leads to more durable prints that can withstand repeated washing and wear.
· Cost-Effectiveness for High Volume: For large production runs, the per-unit cost of screen printing becomes significantly lower due to the efficiency of the printing process once setup is complete.
· Specialty Inks: Screen printing can accommodate a wider range of specialty inks, such as metallics, glitters, and puff inks, offering unique tactile and visual effects.
Choosing the Right Technology: A Comparative Overview
The decision between digital and screen printing often hinges on the specific requirements of a project. Here's a comparative overview:
Feature | Digital Fabric Printing | Screen Printing Textiles |
MOQ | Low, ideal for small runs and samples | High, cost-effective for large volumes |
Detail & Colors | High detail, intricate designs, unlimited colors | Less detail, fewer colors (typically 10-12 max) |
Vibrancy | Good, but can be less opaque on dark fabrics | Excellent, vibrant and opaque, even on dark fabrics |
Durability | Good, but can be softer hand feel | Excellent, thicker ink layer for longevity |
Setup Time | Minimal | Significant (screen preparation) |
Cost | Higher per unit for large volumes, lower for small | Lower per unit for large volumes, higher for small |
Specialty Inks | Limited | Wide range (metallics, glitter, puff, etc.) |
comparison-digital-fabric-printing-and-screen-printing
Springtex: Your Partner in Premium Vertical Manufacturing
At Springtex, our expertise in Premium Vertical Manufacturing means we offer comprehensive solutions that encompass both digital fabric printing and screen printing textiles. We guide our clients in selecting the most appropriate technology based on their design complexity, desired volume, budget, and sustainability goals. Our integrated approach ensures seamless production from design to delivery, providing the flexibility of low MOQ for innovative collections and the efficiency of high-volume production for established lines. By combining cutting-edge technology with decades of experience, Springtex is committed to delivering superior quality and vibrant results for every textile printing project.
Conclusion
The choice between digital fabric printing and screen printing textiles is a strategic one, influenced by the specific demands of a fashion collection. While digital printing offers unparalleled detail, flexibility, and is ideal for low MOQ orders, screen printing stands out for its vibrant colors, durability, and cost-effectiveness in high-volume production. As a leader in Premium Vertical Manufacturing, Springtex is equipped with both advanced technologies and the expertise to help brands navigate these choices, ensuring optimal outcomes for every project. Partner with Springtex to bring your textile designs to life with precision and vibrancy.
References
[1] Digital Textile Printing - MTuTech
[2] Ultimate guide for digital printing on fabric - NBprintex
[3] Screen Printing vs Digital Printing: Textile Sourcing Guide - Anuprerna
[4] Digital Printing vs Screen Printing: Colorful Choices - CityPress